

With the application of Pressure Vessels (PV) in such notable industrial segments such as oil & gas, chemical, and petrochemical, the risk of corrosion is heightened. One of the main causes of failure and fugitive emissions in pressure vessels is often linked to corrosion or erosion of the metal.
This article describes three cases of heavy corrosion in Pressure Vessels (PV) that were designed and constructed using clad-steel plates. Production and design mistakes ultimately led to metal deterioration. In one case, these mistakes led to full penetration corrosion through both the clad- and carbon-steel but was only detected after fugitive emission sensors caused an alarm.
It aims to provide design and production considerations that are important to bear in mind when using clad-steel plated pressure vessels. These types of mistakes are not dependent of the type of clad steel plate as cases occurred in both hot-rolled clad-steel plate and in explosion clad-steel plate vessels.
Case Study One
Production issue: Welding of the weld seam joining two clad-steel plates. The cladmaterial used was Hastelloy ® C-276. The carbon steel was welded from the carbon-steel side and the clad material was back trimmed 4 mm at maximum from each side. The clad was welded with the correct welding-wire but the pick up from the carbon steel was not properly monitored in start/stops of passes or local repairs. This is not acceptable. The existence of grinding marks is also unacceptable.
From the hole seen in Figure 1, the acid corroded into the weld-seam and into the carbon steel. It corroded its way down a reasonable distance away from the weld seam until it reached the outside. This caused a blast and rupture of the ending lad plate, which lead to the release of fugitive emissions, as seen in Figure 2.

Case Study Two
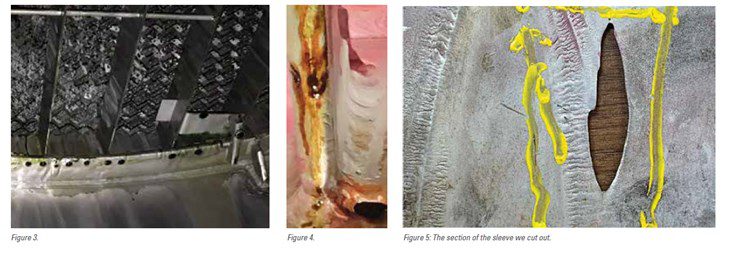
Design issue: Brackets on the clad plate at process side. During the design stage of a Pressure Vessel, it is typically assumed that the carbon steel thickness will take the full load. During design, the stress that the clad layer will take on is not considered. However, in practice there are examples where brackets are welded onto the clad. The brackets are designed to support strainers up and/or keeping internal heavy piping in place. If these brackets are not designed properly or not welded properly, this could lead to local stresses in the clad layer beneath the brackets. The corrosion could also have been influenced by the concentration of the acids sitting in the opening, on top of the hollow section between the bracket and the ring, as seen in Figure 3.
During inspection, a local corrosion (hole) at the right-hand side of the bracket where the acid flows down on the wall was found, as shown in Figure 4.
A depth of 8 mm measured with a caliper was determined. The hole clearly had penetrated the 3 mm clad layer and into the carbon-steel. It was impossible to tell if this hole was caused by welding, as the welding did not look adequate. By measuring the thickness from the outside on the carbon steel we measured a
remaining thickness of 3.2 mm. The total wall thickness was 16 mm. It was clear to me the minimum thickness
was at a different height as the hole previously observed. After removing the bracket, we could see the penetration through the clad had a diameter of 8 to 10 mm. We removed to clad in that area by grinding and found a hole of 25 by 20 mm into the carbon steel. When we had grinded the corroded section clean from the inside, the remaining wall thickness was only 1.8 mm. The leakage and full penetration might have happened just a few days or weeks later. We ordered the nondestructive testing (NDT) department to perform a full thickness measurement from the outside for the complete carbon steel with the priority of the level of the brackets. The affected area was soon repaired properly.
Case Study Three
Material selection issue: Customer decided to place a cylindrical sleeve at the inside of the cladded vessel.
The original clad plate seriously corroded under the brackets and at several weld-seams. The company was advised to cover the original cladded pressure vessel with a clad-sleeve at the inside. The 3 mm cylindrical sleeve was welded at the topside and at the lower side. This vessel should be a learning moment for all. Please understand that the brackets are not connected directly to the sleeve, but at the distance of 20 above the sleeve. Looking at Figure 5, we see the enormous stress which was transferred into the sleeve. At the
hole, the 3 mm clad corroded to zero with knife-sharp edges. Also, it was determined the acids flowing down from the top of the bracket added to the problem. Since the vessel was cleaned at the inside before the inspection, it was not possible to measure any acid concentration. We advised designing the brackets longer
in order to bring the local stresses down, but the sleeve was still loaded by stresses and corroding, and even created holes.
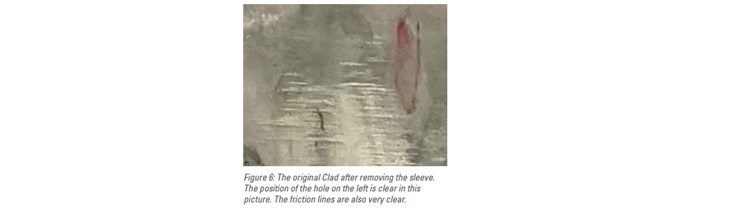
We suspected that the moment the sleeve was penetrated in any position, it caused a pressurized swirling acid-gas-stream at the backside of the sleeve (between the sleeve and the original clad) with the effect that the sleeve had corroded on both sides. It also created erosion between the clad layers through friction between the layers and a hammering-effect of the clad sleeve on the original clad. In conclusion, we found it not advisable to use a clad sleeve for this application.
About the Author
Raymond Cordewener graduated as Mechanical Engineer and fulfilled many technical and managerial functions with several companies. He has a solid materials & metallurgical knowledge and experience in the fields of forming, forging & casting and (multi-layer)-welding of dis(similar) materials and clad materials. He has performed a lot of R&D. Raymond started his management & consultancy company in 2005. Consultancy in: heat treatment, metallurgy, cold and hot forming, forging and (overlay) welding of materials. CNC-recording & playback, including workmanship, of production-machines is a recent development. Management in: QA, productivity- /quality improvement in industries. Raymond also acts as project QA/QC/QE/QM. Raymond is member of the steering committees: SSW and DSS. He is driven to transfer knowledge by giving trainings/ workshops/ masterclasses in his fields of expertise.